





| 電流 | 交流 |
|---|---|
| 動力形式 | 超聲波 |
| 額定容量 | 10-15 |
| 規格 | 75mm-125mm |
| 加工精度 | 大功率 |
| 控制方式 | 手動 |
| 頻段 | 中頻 |
| 驅動形式 | 腳踏 |
| 樣式 | 其它 |
| 用途 | 焊接 |
| 作用對象 | 金屬 |
| 作用原理 | 脈沖 |
| 焊接原理 | 對焊 |
| 焊接方式 | 壓力式 |
| 最大焊接厚度 | 2mm |
| 品牌 | 波達 |
| 型號 | PT2030 |
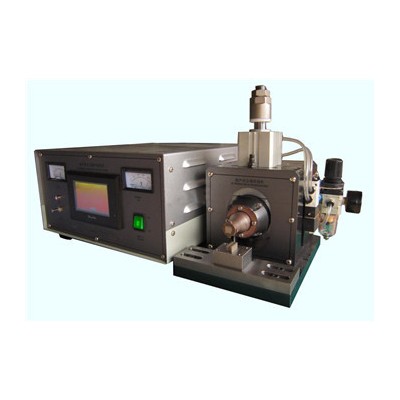
碳刷片超聲波金屬焊接機/超聲波散熱架片金屬焊接機
超聲波鋁帶焊接機是通過高頻的機械振動對非鐵磁性的金屬物料工件進行焊接。 超聲波鋁帶焊接設備是利用超聲波金屬點焊原理焊接鋁材質的產品。常見的產品有鋁片、鋁帶、鋁條、鋁箔等形態,設備輸出功率大,焊接能力強,可焊接0.1--3mm厚鋁帶,搭接焊區厚度小,牢度強。
鋁帶焊接機操作流程:
本機有人工上料,設備自動焊接。操作步驟如下:
1.由人工將工件(鋁片、鋁條、鋁帶、鋁箔)放入設備工作臺上的下工裝內。
2.按下設備啟動開關,上焊頭壓下并壓緊兩層鋁制品。
3.超聲波發生,在0.1-0.5s的時間完成焊接。
鋁帶焊接機采用超聲波焊接工藝,速度快、無污染、節約能源,焊接牢度強,效率高,適合于工廠大批量生產。
3、超聲波鋁帶焊接機特點:
(1)、兩被焊接物體重疊,經超聲振動加壓接合成固態形式,接合時間短,且接合部分不產生鑄造組織(粗糙面)缺陷。
(2)、超聲焊與電阻焊方法比較,模具壽命長,模具整修與替換時間少,而且易于實現自動化。
(3)、同種金屬不同種金屬之間均可以進行超聲焊接,與電氣焊相比耗費能量少得多。
(4)、超聲焊與其他壓焊相比,要求壓力較小,且變型量在10%以下,而冷壓焊其工件變形量達40%-90%。
(5)、超聲焊接不像其他焊接那樣要求進行被焊表面的預處理及焊后的后處理。
(6)、處理超聲焊接無需助焊劑、金屬填料、外部加熱等外部因素。
(7)、超聲焊接可以使材料的溫度效應降到極低(焊區的溫度不超過被焊金屬**熔化溫度的50%),從而不使金屬結構變化,因此很適合電子領域中的焊接應用。
鋁帶焊接機規格參數:
| 機 型 | PT-2090 | PT2015 | PT2020 | PT2030 |
| 頻 率 | 15KHZ | 20KHZ | ||
| 功 率 | 900W | 1500W | 2000W | 3000W |
| 工作行程 | 75mm-125mm | |||
| 焊接時間 | 0.01-9.99sec | |||
| 焊接面積 | Φ100 | Φ150 | Φ200 | Φ250 |
| 重 量 | 100kg | |||


